


Das richtige Kernloch entscheidet bei Fein- und Zollgewinden häufiger über Erfolg oder Ausschuss als beim metrischen Regelgewinde, denn drei Größen steuern das Maß: Steigung beziehungsweise Gänge pro Zoll, Gewindetyp (Feingewinde, G, Rp, Rc, UNC/UNF) und Fertigungsverfahren. Diese Seite liefert die Kernlochdurchmesser für metrisches Feingewinde, für zylindrische und kegelige Rohrgewinde sowie für Unified-Gewinde – mit Angabe von Verfahren und Norm. Alle Werte sind Richtwerte zum Gewindeschneiden und vor der Serie am Erstteil zu prüfen.
Schnellauswahl: Kernloch für die häufigsten Fein- und Zollgewinde
Die Schnellauswahl deckt die am häufigsten gesuchten Fein- und Zollgewinde ab und nennt für jedes den Kernlochbohrer samt Fertigungsverfahren. Die Werte gelten zum Gewindeschneiden; beim Gewindefurchen liegt der Bohrer größer (siehe Abschnitt zu abweichenden Tabellen).
| Gewinde | Steigung / TPI | Kernlochbohrer Ø | Verfahren |
|---|---|---|---|
| M10 × 1 | 1,0 mm | 9,0 mm | Schneiden |
| M12 × 1,5 | 1,5 mm | 10,5 mm | Schneiden |
| G 1/4″ | 19 TPI | 11,8 mm | Schneiden, zylindrisch (G/Rp) |
| Rc 1/4″ | 19 TPI | ≈ 11,5 mm | Schneiden + Kegelreibahle |
| 1/4″–20 UNC | 20 TPI | 5,1 mm | Schneiden, ≈ 75 % |
| 1/4″–28 UNF | 28 TPI | 5,5 mm | Schneiden, ≈ 75 % |
Wer den passenden Gewindetyp seiner Zeichnung kennt, liest hier direkt ab; bei unklarer Zeichnung klären wir vor der Fertigung, ob ein zylindrisches oder kegeliges Gewinde gefordert ist.
Kernloch bei Fein- und Zollgewinden: Grundlagen und Abgrenzung
Das Kernloch ist die Vorbohrung für das spätere Innengewinde, und sein Durchmesser hängt bei Fein- und Zollgewinden stärker von Steigung und Gewindetyp ab als beim Regelgewinde. Ist die Bohrung zu klein, klemmt oder bricht der Gewindebohrer; ist sie zu groß, trägt das Gewinde zu wenig und reißt unter Last aus. Der Kernlochbohrer orientiert sich am Kerndurchmesser des Innengewindes, wird aber je nach Gewindetiefe, Toleranzklasse, Werkstoff und Fertigungsverfahren angepasst.
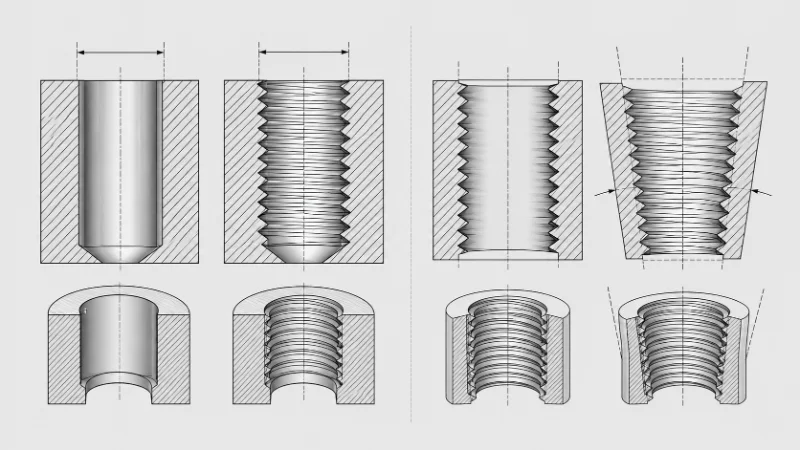
Feingewinde haben bei gleichem Nenndurchmesser eine kleinere Steigung als das Regelgewinde, etwa M10 × 1 statt M10 × 1,5. Diese kleinere Steigung hebt den Kerndurchmesser an, weshalb das Kernloch für ein Feingewinde größer ausfällt als das gewohnte Regelgewinde-Maß. Zollgewinde wiederum folgen einer eigenen Maßlogik in Gängen pro Zoll (TPI) und teilen sich in Whitworth-Gewinde (55° Flankenwinkel) und Unified-Gewinde (60°).
Maßgrundlagen sind DIN 13 (metrisches Feingewinde), DIN EN ISO 228 / ISO 228-1 (zylindrisches Rohrgewinde G), ISO 7-1 / DIN EN 10226 (kegelige Rohrgewinde R/Rc und zylindrisches Rp) sowie ASME B1.1 (UNC/UNF). Nicht behandelt werden hier das metrische Regelgewinde sowie die Festigkeits- und Drehmomentauslegung; dafür gelten die separate Tabelle für metrisches Regelgewinde und eine eigene Berechnung. Bei unseren Dreh- und Frästeilen stimmen wir Kernloch, Verfahren und Toleranz von Beginn an aufeinander ab.
Drei Kernloch-Irrtümer bei Fein- und Zollgewinden, die zu Ausschuss führen
Die häufigsten Kernlochfehler bei Fein- und Zollgewinden entstehen aus drei falschen Annahmen, die jeweils von Steigung, Gewindenorm und Fertigungsverfahren abhängen. Wer sie kennt, vermeidet die typischen Folgefehler von ausgerissenem Gewinde bis zum gebrochenen Werkzeug.
Der erste Irrtum ist die Faustformel „Nenndurchmesser mal 0,8″. Diese Näherung stammt aus grober Regelgewinde-Praxis und liefert bei Feingewinden falsche Werte. Bei Feingewinden gilt die deutlich genauere Beziehung Kernloch ≈ Nenndurchmesser minus Steigung: M12 × 1,5 ergibt 10,5 mm, nicht die per Faustformel errechneten 9,6 mm.
Der zweite Irrtum ist die Verwechslung der Rohrgewinde-Kurzzeichen G, R, Rp und Rc. Bei ISO-7- und DIN-EN-10226-Rohrgewinden bezeichnet R das kegelige Außengewinde, Rp das zylindrische Innengewinde und Rc das kegelige Innengewinde; das zylindrische G-Gewinde folgt ISO 228-1. Das Kernloch betrifft immer das Innengewinde, also je nach Zeichnung Rp, Rc oder G – nicht pauschal „R“.
Der dritte Irrtum betrifft scheinbar widersprüchliche Tabellenwerte: Für G 1/8″ finden sich 8,57, 8,8 oder 9,2 mm, und alle drei sind korrekt, weil sie unterschiedliche Bezugsgrößen meinen. Die Auflösung dieses Widerspruchs steht im Abschnitt „Warum Tabellen abweichen“. In der Praxis prüfen wir bei dünnwandigen Bauteilen oder weichen Aluminiumlegierungen den Tabellenwert zusätzlich am Probeteil, bevor er in die Serie geht.
Kernloch-Tabelle für metrisches Feingewinde (MF)
Das Kernloch für metrisches Feingewinde lässt sich für die gängigen Größen zuverlässig über Kernloch ≈ Nenndurchmesser minus Steigung bestimmen. Die folgenden Richtwerte gelten für das Gewindeschneiden mit Toleranzfeld 6H; beim Gewindefurchen liegt der Bohrer größer.
| Feingewinde | Steigung (mm) | Kernlochbohrer Ø (mm) | Verfahren |
|---|---|---|---|
| M6 × 0,75 | 0,75 | 5,25 | Schneiden |
| M8 × 0,75 | 0,75 | 7,25 | Schneiden |
| M8 × 1 | 1,0 | 7,0 | Schneiden |
| M10 × 1 | 1,0 | 9,0 | Schneiden |
| M10 × 1,25 | 1,25 | 8,8 | Schneiden |
| M12 × 1 | 1,0 | 11,0 | Schneiden |
| M12 × 1,25 | 1,25 | 10,8 | Schneiden |
| M12 × 1,5 | 1,5 | 10,5 | Schneiden |
| M14 × 1,5 | 1,5 | 12,5 | Schneiden |
| M16 × 1,5 | 1,5 | 14,5 | Schneiden |
| M18 × 1,5 | 1,5 | 16,5 | Schneiden |
| M20 × 1,5 | 1,5 | 18,5 | Schneiden |
| M20 × 2 | 2,0 | 18,0 | Schneiden |
Die Werte sind Richtwerte ohne Gewähr; bei zähen Werkstoffen oder hoher Tragforderung lohnt die Prüfung am Erstteil. Die zugehörigen metrischen Feingewinde-Steigungen listet die Feingewinde-Tabelle vollständig auf; kritische Maße verifizieren wir vor dem Serienstart mit dem Gewindelehrdorn.
Kernloch für G-, Rp- und Rc-Rohrgewinde (Whitworth)
Das Kernloch für ein Whitworth-Rohrgewinde richtet sich nach Gewindetyp und Gängen pro Zoll, wobei zylindrische (G, Rp) und kegelige (Rc) Innengewinde unterschiedliche Bohrungen verlangen. Die Zollangabe bezeichnet die historische Rohr-Nennweite, nicht den Gewindeaußendurchmesser; G 1/4″ hat einen Außendurchmesser von rund 13,2 mm.
Für zylindrische Innengewinde – das G-Gewinde nach ISO 228-1 und das formgleiche Rp-Gewinde nach ISO 7-1 – gelten dieselben Kernlochbohrer (Richtwerte zum Schneiden):
| Gewinde (G / Rp) | Gänge/Zoll | Außen-Ø (mm) | Kernlochbohrer Ø (mm) |
|---|---|---|---|
| G 1/8″ / Rp 1/8″ | 28 | 9,73 | 8,8 |
| G 1/4″ / Rp 1/4″ | 19 | 13,16 | 11,8 |
| G 3/8″ / Rp 3/8″ | 19 | 16,66 | 15,25 |
| G 1/2″ / Rp 1/2″ | 14 | 20,96 | 19,0 |
| G 3/4″ / Rp 3/4″ | 14 | 26,44 | 24,5 |
| G 1″ / Rp 1″ | 11 | 33,25 | 30,75 |
Für das kegelige Innengewinde Rc wird etwas kleiner vorgebohrt und anschließend mit einer Kegelreibahle oder einem konischen Gewindebohrer fertiggestellt; für Rc 1/4″ liegt der Vorbohrer bei etwa 11,5 mm statt 11,8 mm. Da das Maß bei Rc von Anschnitttiefe und Werkzeugart abhängt, prüfen wir den Vorbohrdurchmesser für kegelige Innengewinde grundsätzlich am Erstteil.
Die Abgrenzung der vier Kurzzeichen – ausführlich erklärt im Beitrag zu Rohrgewinden wie NPT, G und R – fasst die folgende Übersicht zusammen:
| Kurzzeichen | Lage | Form | Norm | Dichtung |
|---|---|---|---|---|
| G | Außen + Innen | zylindrisch | ISO 228-1 | über Dichtung/O-Ring |
| R | Außen | kegelig | ISO 7-1 | im Gewinde (mit Dichtmittel) |
| Rp | Innen | zylindrisch | ISO 7-1 | mit R-Außengewinde |
| Rc | Innen | kegelig | ISO 7-1 | im Gewinde (mit Dichtmittel) |
Bei Kundenzeichnungen mit Rohrgewinde klären wir vor der Fertigung, ob G, Rp oder Rc gefordert ist, und stimmen Kernloch und Dichtkonzept entsprechend ab.
Kernloch für UNC- und UNF-Zollgewinde
Das Kernloch für Unified-Gewinde richtet sich nach Gewindeserie und Gangzahl, wobei UNC (grob) und UNF (fein) bei gleichem Nenndurchmesser verschiedene Bohrer verlangen. Die zugehörigen Zoll-Maße der Unified-Gewinde – Außen- und Kerndurchmesser – stehen in einer eigenen Tabelle. Die folgenden Richtwerte nach ASME B1.1 gelten zum Schneiden bei rund 75 % Traganteil.
| Zollgewinde | Serie | Gänge/Zoll | Kernlochbohrer Ø (mm) |
|---|---|---|---|
| No. 10 – 24 | UNC | 24 | 3,9 |
| No. 10 – 32 | UNF | 32 | 4,1 |
| 1/4″ – 20 | UNC | 20 | 5,1 |
| 1/4″ – 28 | UNF | 28 | 5,5 |
| 5/16″ – 18 | UNC | 18 | 6,6 |
| 5/16″ – 24 | UNF | 24 | 6,9 |
| 3/8″ – 16 | UNC | 16 | 8,0 |
| 3/8″ – 24 | UNF | 24 | 8,5 |
| 7/16″ – 14 | UNC | 14 | 9,4 |
| 7/16″ – 20 | UNF | 20 | 9,9 |
| 1/2″ – 13 | UNC | 13 | 10,8 |
| 1/2″ – 20 | UNF | 20 | 11,5 |
Der Traganteil ist ein bewusster Hebel: In weichem Aluminium darf er höher liegen, in Stahl reduziert ein etwas größerer Bohrer das Anzugsmoment und die Bruchgefahr. Für Zollgewinde in Serienteilen legen wir den Traganteil werkstoffabhängig fest und dokumentieren ihn in der Erstteilfreigabe.
Warum Tabellen für dasselbe Gewinde abweichen: Schneiden, Furchen, Toleranz, Werkstoff
Abweichende Tabellenwerte für dasselbe Gewinde entstehen aus vier Variablen: Fertigungsverfahren, Toleranzfeld, Werkstoff und Bezugsgröße der Tabelle. Jede verschiebt das Maß messbar und sollte vor dem Bohren geprüft werden.
Das Fertigungsverfahren ist der wichtigste Hebel. Beim Gewindeschneiden wird Material abgetragen, das Kernloch entspricht nahezu dem Kerndurchmesser. Beim Gewindefurchen wird das Material verdrängt und fließt in die Gewindegänge, weshalb deutlich größer vorgebohrt wird. Genau das erklärt die G-1/8″-Werte: 8,57 mm ist der theoretische Kerndurchmesser, 8,8 mm der empfohlene Bohrer zum Schneiden, 9,2 bis 9,25 mm der Wert zum Furchen. Wird ein Furch-Wert ungeprüft zum Schneiden übernommen, entsteht ein zu großes, tragschwaches Gewinde.

Toleranzfeld und Werkstoff verschieben den Zielwert zusätzlich. Ein enges 6H-Innengewinde verlangt – abhängig von der gewählten Toleranzklasse – ein präziseres Kernloch als eine weite Passung, und weiche Werkstoffe verhalten sich anders als zähe. In EN AW-6082 fällt das geschnittene Gewinde sauberer aus als in Edelstahl 1.4301. Dort wählen wir wegen der Kaltverfestigung den Bohrer und die Schnittparameter anders. Bei einem Sackloch wird das Kernloch zudem um die Anschnittlänge des Gewindebohrers tiefer gebohrt als die nutzbare Gewindelänge.
Die nötige Einschraubtiefe hängt von Werkstoffpaarung, Festigkeitsklasse und Belastung ab; Tabellenwerte für Kernloch und Gewindetiefe ersetzen keine Festigkeitsauslegung. Bei tragenden oder druckdichten Verbindungen prüfen wir das Gewinde mit dem Grenz- oder Gewindelehrdorn und geben die Serie erst nach dokumentierter Erstteilfreigabe frei.
Fazit
Das passende Kernloch für Fein- und Zollgewinde steht und fällt mit drei Größen: Steigung beziehungsweise TPI, Gewindetyp (Feingewinde, G, Rp, Rc, UNC/UNF) und Fertigungsverfahren. Wer diese Variablen sauber trennt, vermeidet die häufigsten Fehler von der falschen Faustformel über die G/Rp/Rc-Verwechslung bis zum vertauschten Schneid- und Furch-Wert.
In der Praxis behandeln wir Tabellenwerte als Ausgangspunkt, nicht als Endmaß. Wird ein Wert ungeprüft aus einer Furch- in eine Schneid-Anwendung übernommen, ist das Ergebnis häufig ein untermaßiges, tragschwaches Gewinde, das eine Nacharbeit erzwingt. Deshalb verifizieren wir kritische Kernlochmaße bei tragenden oder dichtenden Verbindungen mit dem Gewindelehrdorn, bevor die Serie startet.
Für CNC-Drehteile und Frästeile mit metrischem Feingewinde, Rohrgewinde oder Zollgewinde stimmen wir Kernloch, Verfahren und Toleranz auf Ihre Zeichnung ab. Senden Sie uns Ihre Zeichnung oder Ihren Gewindetyp, und wir prüfen das passende Kernlochmaß für Ihre Anwendung.
FAQ
Welcher Bohrer für ein G 1/4″-Kernloch?
Ein zylindrisches G 1/4″-Rohrgewinde verlangt zum Schneiden einen Kernlochbohrer von rund 11,8 mm. Derselbe Wert gilt für das formgleiche Rp 1/4″; für das kegelige Rc 1/4″ wird mit etwa 11,5 mm vorgebohrt.
Welches Kernloch braucht ein Rp 1/4″-Innengewinde?
Das Rp 1/4″-Innengewinde ist zylindrisch und nutzt denselben Kernlochbohrer wie G 1/4″, also rund 11,8 mm. Rp und G teilen dasselbe Grundprofil und unterscheiden sich nur in den Toleranzen.
Was ist der Unterschied zwischen R, Rp und Rc?
R, Rp und Rc unterscheiden sich nach Lage und Form: R ist das kegelige Außengewinde, Rp das zylindrische Innengewinde, Rc das kegelige Innengewinde – alle nach ISO 7-1. Für das Kernloch zählt nur das Innengewinde, also Rp oder Rc.
Ist G 1/4″ dasselbe wie R 1/4″?
G 1/4″ und R 1/4″ sind nicht dasselbe: G ist zylindrisch nach ISO 228-1, R ist das kegelige Außengewinde nach ISO 7-1. Sie tragen dieselbe Zollgröße, sind aber nicht ohne Weiteres dicht miteinander kombinierbar.
Welches Kernloch braucht ein M10 × 1-Feingewinde?
Das M10 × 1-Feingewinde benötigt ein Kernloch von 9,0 mm, da sich der Wert aus Nenndurchmesser (10 mm) minus Steigung (1 mm) ergibt. Für M10 × 1,25 sind es 8,8 mm.
Welches Kernloch braucht ein 1/4″–20 UNC?
Das 1/4″–20 UNC benötigt zum Schneiden bei rund 75 % Traganteil einen Bohrer von etwa 5,1 mm. Die Feinversion 1/4″–28 UNF verlangt rund 5,5 mm.
Warum ist das Kernloch beim Gewindefurchen größer?
Beim Gewindefurchen wird kein Material abgetragen, sondern verdrängt; es fließt in die Gewindegänge. Deshalb muss vorab größer gebohrt werden als beim spanenden Gewindeschneiden.
Warum nennen Tabellen für G 1/8″ unterschiedliche Werte (8,57, 8,8, 9,2 mm)?
Die drei Werte beschreiben unterschiedliche Bezugsgrößen: 8,57 mm theoretischer Kerndurchmesser, 8,8 mm Bohrer zum Schneiden, 9,2 mm zum Furchen. Maßgeblich ist das verwendete Fertigungsverfahren.
Gilt „Nenndurchmesser minus Steigung“ auch für Feingewinde?
Die Formel Kernloch ≈ Nenndurchmesser minus Steigung gilt für Feingewinde deutlich genauer als die Faustregel „mal 0,8″. Beispiel: M12 × 1,5 ergibt 10,5 mm, M10 × 1 ergibt 9,0 mm.
